

Usually the additive manufacturing process starts with feedstock in form of a fine powder. If you need standard powder like steel 316L, Inconel 718 or basic titanium alloys, you can buy as many kilograms as you need from many suppliers, which produce them by a gas atomization process. The challenge starts, when you are not satisfied with the printed items and start to think of modifying the chemical composition of the feedstock or experiment with brand new material like high-end titanium, magnesium, nickel or cobalt alloys for special applications. Here you quickly recognize that you cannot find a supplier ready to sell you a few kilograms of powder for tests. Or the cost will be astonishing and often exceeds several thousand Euros per kilogram of powder. Even relatively popular materials like Inconel or titanium alloy grades are still relatively expensive and their cost easily exceeds €300 per kilogram.
This is a more general problem on the market because atomized metal powders are being used not only in 3D printing but also in more and more branches of powder metallurgy like coatings or sintering. Technological development in those branches necessitates the constant development of novel metal alloy powders. The new offer on the market is to produce the powder in a small amount in any material laboratory as additional pre-processing step for a small-scale additive manufacturing facility. The brand-new solution – ATO Lab Plus – is offered by a company 3D-Lab from Poland. It is the first (and only) commercial metal powders atomizer in the world made to operate in a typical laboratory environment. Beside ATO Lab Plus, the most affordable gas atomization systems on the market can cost well over €1 million, with the additional cost requirements for the necessary infrastructure, construction. ATO Lab costs just a fraction and can be installed in almost every laboratory.
{kind=link}
The powder is produced in ATO Lab Plus by a ultrasonic method. The machine ejects fine droplets through ultrasonic vibrations supplied to a liquid metal of raw material. In cold version, the same approach to make droplets and then dry to powder, is known in the pharmaceutical industry for decades in order to atomize liquids on nebulizers. The invention of the 3D Lab is to make the same, but with liquid metal, hence the device to produce powders has been designed to work in extremely high temperatures to melt e.g. titanium alloys at a temperature more than 1660 C. To do so, the device is assembly of several sub-systems like:
- heat sources in form of electric arc to melt feedstock like wire or rods,
- sonotrode with ultrasonic vibration generator to ejects the droplets of molted feedstock,
- atomization chamber, where above takes place and the droplets are cooled down to powder,
- gas – powder separation unit to collect powder and regenerate the.
The technology of ultrasonic atomization used in the ATO Lab allows for the obtaining of spherical particles with a diameter range suitable as a raw material for 3D printing in SLM / DMLS / DM / BMLM / LPBF technologies. The whole process is carried out in an inert gas atmosphere. ATO Lab allows now to quickly produce high quality metal powders for any new alloy composition in less than one day. Due to the ordered nature of the ultrasonic atomization process, the output powder has a narrow particle size distribution, closely depending on the chosen ultrasound frequency. For example, for a frequency of 35 kHz, the atomization of Inconel 718 produces the powder batch with an average size of 47 microns. Due to the application of a precisely calibrated ultrasonic system and optimized chamber, it can process virtually any metal, without any further worrying about the loss of the valuable raw material. And a special version of the system under the name ATO Noble responds to customer needs concerning the economic atomization of gold, platinum, silver and other expensive and rare metal alloys.
ATO Lab has been designed by industry-oriented researchers aiming to overcome usable space limitations found in typical laboratory or workshop. Therefore, it has a compact form, making it possible to comfortably use even in restricted spaces. Along with its innovative technology and no requirements for sophisticated infrastructure, it ensures exceptionally low operating costs and quick return on investment (ROI). Such an approach helps to cut operating costs and a accelerate the optimization process with multiple trials with powders tailored to any commercial or research needs. In comparison with currently available atomization technologies, ATO Lab Plus has considerably lower media consumption as the atomization takes place at ~1barA pressure. As result, cost-effective process is not only smooth and rapid, but also attractive from any economic point of view.
{kind=link}

The system is small, but its regular output is large enough to continuously supply powder to a few printers in SLM / BMLM / LPBF technologies. The capacity can vary from 100 gr of powder per single batch for noble metals like gold or platinum to 10 kg/day for nickel- or cobalt-based structural alloys.
Startup package of Ansys software allowed optimization analysis of key items of the system like:
- thermo-mechanical behavior of the sonotrode, which on its one end has molten metal pool and on the other is fluid cooled; results of simulations indicated places of accelerated wear and thermal fatigue and well as allow to estimate and then improve heat balance of the system,
- vibration response of the sonotrode from ultrasonic excitation and understand failure mode by high cycle fatigue,
- flow optimization in the atomization chamber in order to reduce raw material losses for very heavy (e.g. platinum, gold) and very light (e.g. magnesium alloys) materials.
Example: evacuation and cooling of the droplets up to conversion in powder
One of the simulations has aimed to optimize the configuration of atomization chamber. Their general dimensions and features have been developed mostly experimentally during trails with atomization of conventional alloys like stainless steel 316L, Inconel and titanium alloys. Such conventional materials have a density ranging from 4000 to 8000 kg/m3. Later some customers requested an atomization system to handle alloys of a very low or very high density.
One example of low density material are magnesium alloys (~1800 kg/m3). The observed challenge in material processing is the low evaporation temperature of magnesium (1090 oC, while melting at 650 oC), which if not mitigated causes a change in the chemical composition of the alloy. This is very undesirable for alloy, which can be enriched with rear-earth elements. To resolve the issue, the atomization process required the simulation of heat sources (electric arc) and thermal generation from the molten metal pool and then heat dissipation downstream the gas. The Fluent simulations here helped to observe the hot zones downstream of the electric arc and modify the droplets trajectories as well as a hot gas outflow, so that the droplets dwell there as short period of time as possible to diminish the evaporation rate and material loss from the process. The model assumed the classic k-ε turbulence formulation and Discrete Ordinates radiation. It was challenging from a numerical point of view, because of the reflection of multiple surfaces around the electric arc, which itself is a very concentrated heat source. The other difficulty for simulation was the very high temperature gradient from the ambient temperature of the inflowing gas to as much as >20 000 oC in very small part of ionized gas, while its physical properties rapidly change around the electric arc.
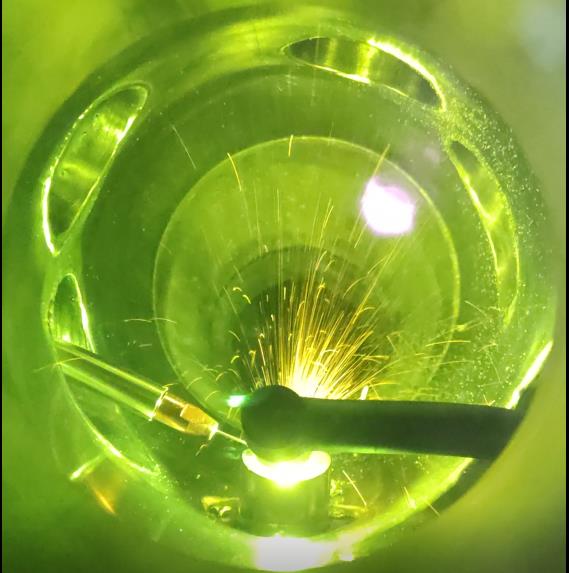
In the case of high density alloys like gold or platinum, the challenge is that the ejected droplets have high kinetic energy and it is more difficult to control their trajectories than for a medium or low density materials. The sonotrode ejects the droplet much higher and these droplets need more time to cool down (for platinum melting temperature is 1768 oC, density 21090 kg/m3). If the droplets hit the chamber wall before they cool considerably, they could stick to the wall. In such a case, the very expensive material is not collected as a product. So, to improve feedstock utilization toward powder, the simulations here were aimed to improve velocity profile of the gas inside the chamber. This eliminated stagnation zones, where the trajectory of the droplets is not well controlled. Fig 1. shows the ejection of platinum droplets. The sonotrode ejects them in a partially random way with some scatter in direction and diameters. This means that the process gas should be able to control by aerodynamic drag the cloud of droplets of different kinetic energy. The Fluent simulations were a proper tool to visualize the gas streamlines (Fig. 2) and identify the stagnation and turbulence zones, which both adversely control the droplets trajectory and cooling rate. After the improvement of gas profile downstream of sonotrode by design of additional features deflecting the gas flow, it was possible to recovery >99% of the feedstock in form of platinum powder (Fig. 3).
Author: Marcin Bielecki, 3D Lab Sp. z o.o.